El pasado miércoles tuvo lugar el V encuentro del Foro de Productividad, esta vez centrado en la Producción Equilibrada, en la que tuvimos la oportunidad de profundizar de la mano de Luis Rodríguez, coordinador del Foro.

Talk Time, fabricar al ritmo que nos demanda el cliente
Dentro de la estrategia de producción Lean, el mejor ajuste suele producirse cuando somos capaces de fabricar al ritmo que nos demanda el cliente, de manera que los desperdicios por inventarios o almacenes y por esperas se reducen al mínimo y al tiempo que se evita la sobre producción. Para lograr esto partimos de determinar el que se ha venido a llamar Takt Time, resultado de dividir el tiempo disponible para producir un producto por el nº de unidades que demanda el cliente en ese tiempo. Por ejemplo, si producimos sándwiches y nuestros clientes consumen 1.200 al día y nuestro tiempo disponible de producción son 8 horas (480 minutos o 28.800 segundos) el Takt Time será de 24 segundos para producir cada sándwich y cumplir con la demanda del cliente.
Pero el ejemplo anterior es para un ideal de producción en 1 único turno de 8 horas efectivas de producción, y el Takt Time debemos calcularlo eliminando los periodos improductivos y tareas frecuenciales, descansos (2 periodos de 15 minutos, p.e.), planificación y coordinación del equipo (20 minutos, p.e.) y mantenimientos y ajustes (15 minutos, p.e.). Por tanto, si aplicamos al caso de los sándwiches estas correcciones y restamos a los 480 minutos los tiempos improductivos nos quedamos con un tiempo de producción efectiva de 415 minutos o 24.900 segundos, siendo el Takt Time de 20,75 segundos.
Equilibrar la línea de producción para conseguir el ritmo
Ya sabemos cuál debe ser nuestro ritmo de producción ideal. Pero lo más normal será que los procesos y tareas necesarios para realizar la producción de un sándwich no tengan la duración exacta de 20,75 segundos, por lo que deberemos “equilibrar” nuestra línea de producción para conseguir este ritmo distribuyendo las tareas de manera uniforme entre las estaciones de trabajo. Este equilibrado nos permitirá reducir tiempos de ciclo, incrementando nuestra capacidad de producción o reduciendo el tiempo de trabajo diario, en definitiva, incrementar la eficiencia de nuestra línea de producción.
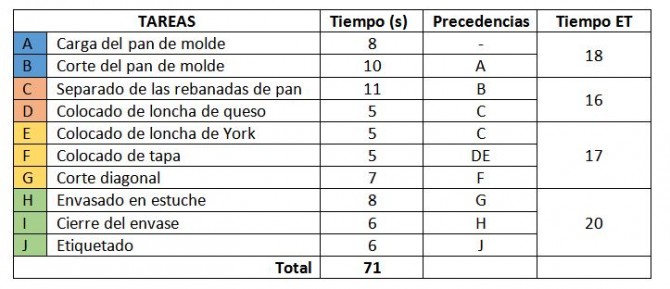
Para realizar este equilibrado de una línea simple de producción partiremos por medir el tiempo de cada una de las operaciones y sumar el tiempo de todas ellas. Para medir el tiempo de cada operación deberemos tomar un muestreo suficiente de mediciones para evitar casos excepcionales que no sean representativos. El tiempo total lo dividiremos por el tiempo de ciclo deseado o ideal (Takt Time), obteniendo el nº mínimo de estaciones necesarias para realizar las tareas de producción dentro del tiempo de ciclo deseado, en este caso 71 / 20,75 = 3,42. Así que necesitaremos, al menos, 4 estaciones de trabajo a las que asignar las tareas de manera equilibrada y conseguir producir los 1.200 sándwiches en un día.

La asignación la realizaremos teniendo en cuenta los criterios de dependencia de tareas y asignando primero las tareas de mayor duración y evitando que la suma de tareas de una misma estación de trabajo supere el Takt Time establecido de 20,75 segundos. En este sentido podemos representarlas en un diagrama de precedencias si las relaciones fueran más complejas. Para este caso cada color representa una estación de trabajo, con lo que ninguna de ellas supera el tiempo de ciclo. Podemos ver algún caso más complejo, como en los videos siguientes:
Adaptación de la distribución de la demanda por la variación
Pero en realidad, es poco probable que la demanda sea constante y tengamos que producir 1.200 sandwiches al día, sino que lo más probable es que varíe cada día de la semana de manera que, por ejemplo, nos encontremos con una demanda menor los lunes (800 unidades), una demanda sostenida los martes, miércoles y jueves (1.200 unidades) y un incremento de la misma los viernes (1600 unidades). Por tanto, podemos establecer diferentes configuraciones de nuestra línea de producción para adaptarnos a esta distribución de la demanda con diferentes Takt Time e introducirlo en nuestra planificación de producción y de recursos humanos.
Es importante tener en cuenta que este equilibrado es solo un primer paso para seguir con la mejora continua que nos permita producir de manera cada vez más ajustada.